鋼管與法蘭焊接連接技術(shù)
鋼管對(duì)接焊縫
相鄰兩節(jié)點(diǎn)之間不得有兩個(gè)拼接點(diǎn)
且接管最小長度要大于800mm
法蘭盤與鋼管連接焊縫
外觀檢查按一級(jí)質(zhì)量標(biāo)準(zhǔn)
磁粉探傷為長度25%
鋼管對(duì)接拼焊后
其直線度公差均
不得超過名義長度的L/1000
鋼管對(duì)拼焊時(shí)
工作地點(diǎn)溫度應(yīng)在0℃以上
法蘭加工與連接
法蘭盤接觸面應(yīng)進(jìn)內(nèi)凹深度為
h=(0.10~0.20)t
以提供預(yù)變形量.
鋼管相貫線連接焊縫為角焊縫
多層施焊時(shí)
應(yīng)連續(xù)焊接
每一焊道表面應(yīng)及時(shí)清理

法蘭盤受壓接觸面
不平整度應(yīng)小于或等于±0.20mm
蘭盤金加工內(nèi)外徑橢圓度小于或等于0.03~0.1mm(按11級(jí)公差精度)
法蘭盤螺栓孔直徑
加大量小于或等于M16時(shí)
為1~1.5mm����,大于M16時(shí),為2mm
應(yīng)用實(shí)例
鋼結(jié)構(gòu)連接箱法蘭焊接�,針對(duì)下料不準(zhǔn),加裝激光焊縫跟蹤來修正形位誤差
激光焊縫跟蹤
使用激光器
光學(xué)傳感器和中央處理器
利用光學(xué)傳播與成像原理
得到激光掃描區(qū)域內(nèi)各個(gè)點(diǎn)的位置信息
通過復(fù)雜的程序算法完成
對(duì)常見焊縫的在線實(shí)時(shí)檢測(cè)
1.確保安全焊接和美觀焊縫
2.降低熱負(fù)荷
3.提高生產(chǎn)率
5.可補(bǔ)償生產(chǎn)����、設(shè)備和操作公差
6.對(duì)于復(fù)雜的焊件,可減少編程工作
7.可實(shí)現(xiàn)一致的和可復(fù)現(xiàn)的連接
激光焊縫跟蹤消除形位工差
焊縫跟蹤利用三角測(cè)量原理
激光射到工件
相機(jī)捕捉圖像并將圖像
轉(zhuǎn)變成數(shù)據(jù)發(fā)給控制系統(tǒng)
當(dāng)激光發(fā)射一束激光照到焊縫時(shí)
焊縫表面的激光變形與焊縫的變量是相對(duì)的
可以檢測(cè)焊縫的寬窄深淺等變化
機(jī)器依據(jù)這些數(shù)據(jù)進(jìn)行自動(dòng)的調(diào)整
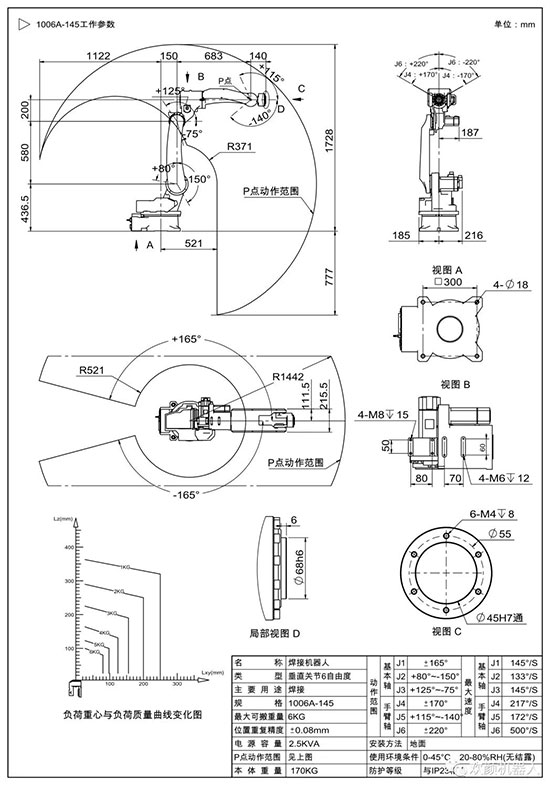
歡顏全RV焊接機(jī)器人

歡顏全RV機(jī)器人
自主研發(fā)
純國產(chǎn)焊接